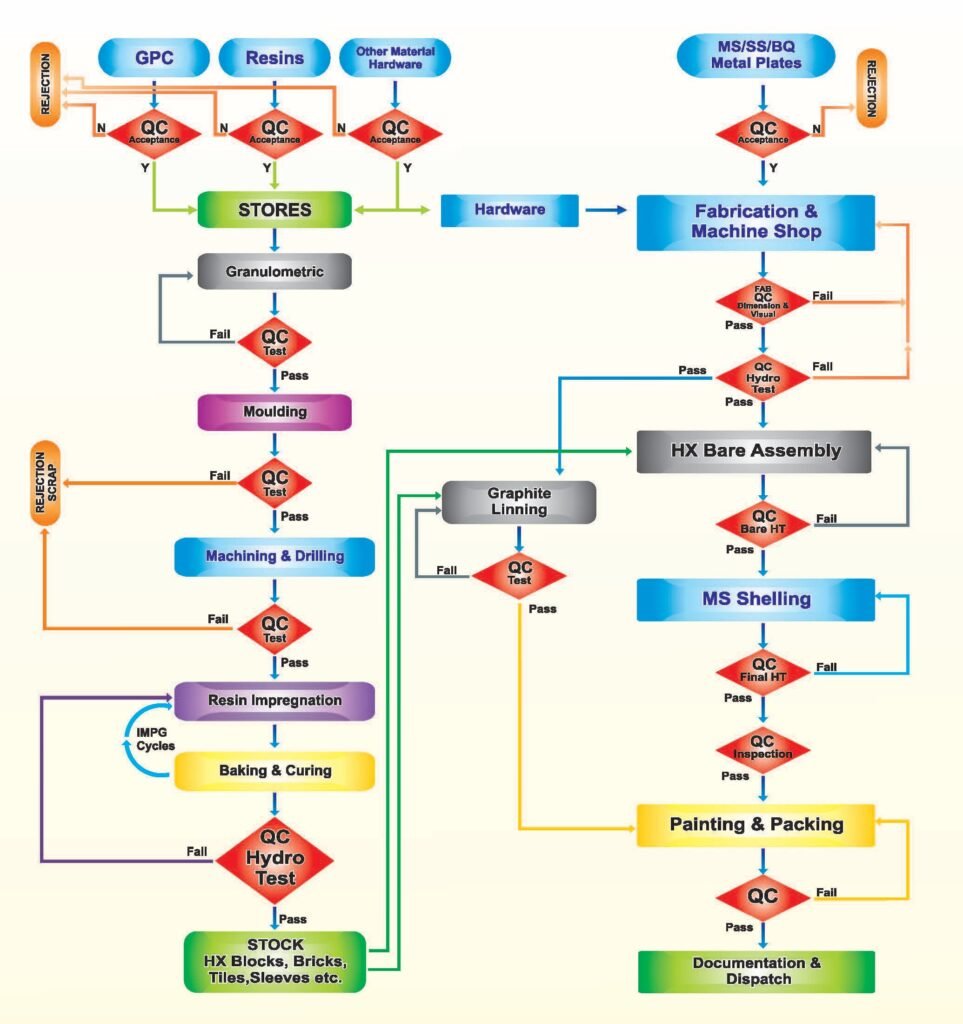
The Quality Assurance Plan for manufacture and acceptance test is generally in conformity with various national and international standards like BIS, ISO & API etc.
Raw materials are tested for quality at vendors' works. Day batches are tested for a few key parameters like moisture, viscosity etc.
The processing is done in a batch sufficient for the day's moldings. Out of the days green pieces, one piece is tested destructively and the remaining pieces are sent for heat treatment after 100% check on dimensions, density and surface defects.
Quality Assurance Plan - QAP
Global Recognition
Leading MNC Partnerships and International Reach
Sustainable Practices
Green Technologies and
Environmental Compliance
Innovation-driven
Cutting-edge Technology and
Continuous R&D Investment